
- Гибка металла
- Порошковая покраска
- Холодная штамповка
- Обработка рулонной стали
- Гальваническое цинкование


|
+7(4712)32-99-00 Менеджеры центральный офис +7 (920) 729-56-23 - Ольга Стародубцева +7 (920) 732-91-34 - Александр Пашков +7 (920) 730-54-13 - Александр Гуторов +7 (920) 729-23-96 - Александр Зайцев +7 (920) 732-96-52 - Александр Клейменов +7 (929) 036-44-34 - Александр Шахурин +7 (930) 859-84-88 - Константин Кобзарь +7 (930) 857-79-48 Игорь Переверзев +7 (952) 496-06-80 Виктор Звягинцев |
|
|
Режим работы: |
Понедельник - пятница С 09:00 до 18:00Перерыв с 13:00 до 14:00 |
|
E-mail: zavodstroyprom@yandex.ru |
|
|
Региональные представительства |
|
|
Владимир: +7 (929) 036-42-00 |
|
|
Воронеж: +7 (929) 036-41-97 |
|
|
Краснодар: +7 (920) 730-03-49 krasnodar@zavodstroyprom.com |
|
|
Краснодар: +7 (920) 721-65-37 krasnodar2@zavodstroyprom.com |
|
|
Москва: +7 (929) 036-43-51 |
|
|
Москва: +7 (920) 260-63-20 |
|
|
Пенза: +7 (920) 710-42-11 |
|
|
Санкт-Петербург:+7 (929) 036-46-18 |
|
|
Санкт-Петербург:+7 (930) 857-80-51 |
|
|
Смоленск: +7 (930) 857-80-39 smolensk@zavodstroyprom.com |
|
|
Череповец: +7 (929) 036-40-52 |
|
Особенности гибки деталей из листового материала
- Главная страница
- Статьи
- Особенности гибки деталей из листового материала

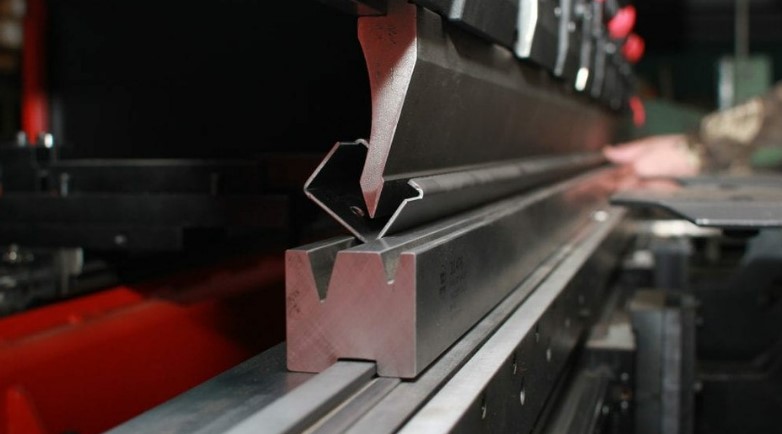
Гибка листового металла – это пластическая формовка без нарушения целостности материала. Процесс можно подразделить на два вида – холодный и горячий. В компании ООО «Завод Стройпром» для формования различный элементов используются несколько типов оборудования, включая прессы и трубогибы для профилей.
Особенности технологии
Гибка металла прессом востребована для производства труб, резервуаров, конусов и других материалов. Скручивание осуществляется на станке между четырьмя роликами. Для коробления труб и профилей применяется метод продольной прокатки между тремя валками. Выпрямление можно проводить с помощью прессов или системы валков. При гибке таким способом можно обрабатывать не только определенные детали, вырезанные лазером, но и объемные профили поперечных сложных сечений. Листогибочное оборудование позволяет отделывать заготовки длиной, доходящей до нескольких метров. Процесс гибки можно разделить на три этапа:
- упругий изгиб;
- упруго-пластический изгиб;
- калибровка.
Особенностью упругого изгиба является изменение кривизны оси радиуса заготовки. Деформацию листа можно проводить до определенного значения давления, после превышения которого, произойдет повреждение изогнутой заготовки. На стороне растяжения могут возникнуть трещины, а со стороны сжатия, на крае возможно образование складок.
Явление растрескивания может произойти при достижении конкретной критической величины радиуса изгиба. После этого целостность листового материала будет нарушена. Значение предельного радиуса изгиба существенно зависит от пластичности металла. Следует помнить о положении линии гибки относительно направления прокатки. Наименьший радиус можно выставить, когда контур изгиба перпендикулярен к направленности прокатки.
Большое значение также имеют различного рода дефекты поверхности, к которым можно отнести:
- неровности;
- надломы;
- трещины.
Их влияние особенно сильно, когда они находятся на той стороне, куда прикладывается давление, ускоряя растрескивание материала. По этой причине поврежденные элементы следует изгибать таким образом, чтобы неровности, при которых возникают поперечные трещины, находились всегда на стороне сжатия.
Ключевые преимущества
Как правило, услуги по гибке листового металла чаще всего требуются для корпусного оборудования. Это самое недорогое и эффективное решение для комплектации изделия из листового металла с плоской поверхностью и эстетичным внешним видом. Его можно использовать с дополнительной сваркой и крепежными элементами для быстрой реализации конструкции. Сборка может быть завершена и готова к использованию в течение суток.
Мы используем современное оборудование, которое помогает сократить материальные затраты на обработку листового металла, обеспечивая эффективное производство без лишних затрат. При этом оно соответствует требованиям высокой точности. Дополнительная обработка поверхности вместе с его формовкой повышает коррозионную стойкость и декоративные свойства изделия, поэтому такой метод является наиболее подходящим для изготовления скобяных изделий.
Также для гибки используются прессы с ЧПУ. После формования поверхность изделий может быть обработана гальваническим покрытием, окислением, лазерной гравировкой и логотипом. Среди плюсов применения устройств такого типа – высокая точность, экономия исходного материала. Обработка заготовок на этих станках проходит в несколько этапов. На начальной стадии составляется программа, которая помогает ускорить процесс и сделать его наиболее эффективным.
Применение прессов с ЧПУ позволяет достигать конкретных преимуществ по сравнению с другими способами гибки листов. При обработке этим способом человеческий фактор сводится к минимуму, а качество заготовок проверяется роботизированной системой, отдающей команды цилиндрам. После формовки параметры готового изделия полностью отвечают требованиям, которые были прописаны в проектно-конструкторской документации. Также следует отметить, что весь процесс проходит круглосуточно, для его проведения не требуется дополнительные человеческие ресурсы.

Компания «Завод Стройпром» предлагает услуги по гибке листового метала для промышленных и производственных целей. Среди наших преимуществ – многолетний опыт и команда профессиональных специалистов, которые участвовали в более сотни различных проектов такого рода. В процессе работы используется современное оборудование, включая станки ЧПУ. Все это позволяет создавать необходимые прецизионные изделия.
Наша компания работает как небольшими партиями, так и крупными объемами. Все этапы работы проходят строгий контроль качества, что гарантирует безопасность выпускаемой продукции. Для начала сотрудничества отправьте проектно-строительную документацию со своими пожеланиями, после чего, в течение нескольких часов, вы получите выгодное предложение с полноценным планом.
© 2011 - 2026 ООО «Завод Стройпром» - вентилируемые фасады монтаж, стоимость, устройство
| кляммера 305026, РФ, Курская обл., г. Курск, Силикатный проезд, 8
Контактные телефоны: +7 (920) 730-90-06