
- Гибка металла
- Порошковая покраска
- Холодная штамповка
- Обработка рулонной стали
- Гальваническое цинкование


|
+7(4712)32-99-00 Менеджеры центральный офис +7 (920) 729-56-23 - Ольга Стародубцева +7 (920) 732-91-34 - Александр Пашков +7 (920) 730-54-13 - Александр Гуторов +7 (920) 729-23-96 - Александр Зайцев +7 (920) 732-96-52 - Александр Клейменов +7 (929) 036-44-34 - Александр Шахурин +7 (930) 859-84-88 - Константин Кобзарь +7 (930) 857-79-48 Игорь Переверзев +7 (952) 496-06-80 Виктор Звягинцев |
|
|
Режим работы: |
Понедельник - пятница С 09:00 до 18:00Перерыв с 13:00 до 14:00 |
|
E-mail: zavodstroyprom@yandex.ru |
|
|
Региональные представительства |
|
|
Владимир: +7 (929) 036-42-00 |
|
|
Воронеж: +7 (929) 036-41-97 |
|
|
Краснодар: +7 (920) 730-03-49 krasnodar@zavodstroyprom.com |
|
|
Краснодар: +7 (920) 721-65-37 krasnodar2@zavodstroyprom.com |
|
|
Москва: +7 (929) 036-43-51 |
|
|
Москва: +7 (920) 260-63-20 |
|
|
Пенза: +7 (920) 710-42-11 |
|
|
Санкт-Петербург:+7 (929) 036-46-18 |
|
|
Санкт-Петербург:+7 (930) 857-80-51 |
|
|
Смоленск: +7 (930) 857-80-39 smolensk@zavodstroyprom.com |
|
|
Череповец: +7 (929) 036-40-52 |
|
Гибка металла
- Гибка металла
- Порошковая покраска
- Холодная штамповка
- Обработка рулонной стали
- Гальваническое цинкование металла
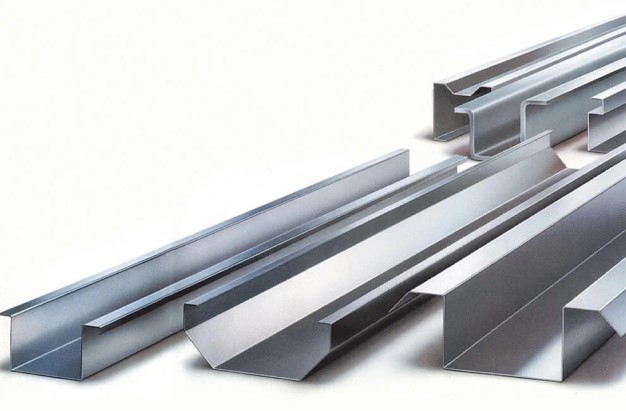
Для создание деталей сложной формы лучше всего подходит гибка металла, как наиболее рациональный способ трансформации заготовки. Благодаря пластичности материала становится возможной его обработка посредством оказания давления. С точки зрения большинства производственных аспектов это наиболее простой и эффективный метод создания деталей необходимой формы.
Для процесса сгибания характерно растяжение материала с внешней стороны места сгиба и сжатие с внутренней. Пластичность металла позволяет осуществлять подобные трансформации без нарушения молекулярной структуры, поэтому базовые физические и химические свойства не претерпевают изменений.
Очевидно, что эффективность, с которой происходит гибка листового металла, зависит от его исходных характеристик. Лучше всего поддаются обработке низкоуглеродистые стали без добавления легирующих элементов для повышения твердости. В некоторых случаях необходимо термическое воздействие, чтобы временно ослабить связи кристаллической решетки.
Особенности и преимущества гибки металла
Гибка — относительно простой процесс, возможности которого значительно расширились благодаря современным технологиям. Она успешно конкурирует, а в некоторых аспектах превосходит многие методы создания деталей сложной формы. Например, преимущества по сравнению со сваркой таковы:
- простота, минимальные трудозатраты;
- высокая производительность;
- отсутствие швов, целостность кристаллической структуры металла;
- неизменность физических характеристик благодаря отсутствию значительного термического воздействия и рекристаллизации;
- отсутствие необходимости в дополнительной обработке.
Гибка металла в Курске — одно из основных направлений деятельности ООО «Завод Стройпром». Мы обладаем достаточным производственным потенциалом для решения практически любых задач.
Простота, которая обеспечивает высокую производительность, невысокие трудозатраты и минимальную себестоимость — главное преимущество гибки. Также в большинстве случаев процесс не требует оказания термического воздействия на заготовку, поэтому энергозатраты невелики. Следует отметить безотходный характер технологии, отсутствие необходимости в утилизации значительного объема отходов производства. Конечные изделия не несут следов механического или термического воздействия, что также является немаловажным фактором.
Если сравнивать технологию с ближайшим конкурентом — штамповкой, то гибка выигрывает за счет отсутствия необходимости в изготовлении штампов. Кроме того станки для штамповки требуют значительных затрат на обслуживание, и стоимость их также на порядок выше.
Современное оборудование позволяет согнуть лист металла таким образом, чтобы на выходе получить изделие, размеры которого строго соответствуют заданным параметрам. С учетом точности, высокого качества, простоты и минимальных ресурсных затрат такой метод создания деталей сложной формы рассматривается, как наиболее предпочтительный. Условия, препятствующие его применению:
- хрупкость некоторых видов сплавов;
- объемный характер заготовки;
- необходимость создания контура внутри листа без деформации кромок.
Во всех остальных случаях сгибание гораздо предпочтительнее, чем сварка, штамповка и прочие методы обработки металлов.
Способы и технологии гибки металла
Благодаря относительной простоте гибка доступна при минимальном техническом оснащении. Она используется не только крупными промышленным предприятиям, но и небольшими производственными компаниями, а также частными мастерами и мастеровитыми гражданами для решения хозяйственных задач. Отличие изготовления деталей в тех или иных условиях заключается в производительности, точности параметров конечного изделия, возможностях обработки листов металла различной толщины. Применяемые способы:
- ручной;
- гидравлический;
- пневматический;
- механический;
- электромеханический.
Среди частников и небольших производственных компаний наиболее распространен ручной метод. Он относительно дешев и доступен, но это единственное преимущество. Производительность и точность параметров изделия — невысокие, гибка металла 5 мм, например, недоступна. Вручную целесообразно изготавливать мелкоштучные партии относительно простых по форме деталей.
Промышленная гибка металла
В промышленных условиях применяют специализированные листогибочные станки, которые кроме типа привода разделяют по принципу сгиба на:
- прессовые;
- поворотные;
- ротационные.
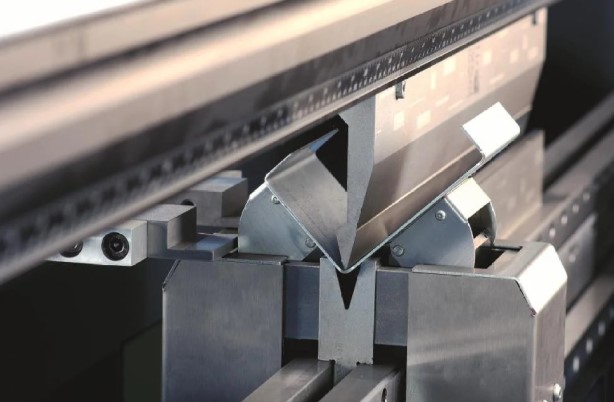
Прессовые станки работают по аналогии со штамповочным оборудованием. Заготовка вводится в матрицу и гнется пуансоном. Метод отличается высокой производительностью и точностью, но возможности создания деталей сложной формы несколько ограничены. Матрицы, как правило, имеют форму угла или паза.
Поворотные модели по принципу действия похожи на ручные «кромкогибы», с той разницей, что сгиб происходит не за счет мускульных усилий. Ротационное оборудование использует от 2 до 4 валков для формирования геометрии конечного изделия. Метод отличается высокой производительностью, широкими возможностями в плане создания сложных форм, но требует достаточно длительного процесса перенастройки. Он идеально подходит для производства различных профилей длиной от 3 м и более.
ООО «Завод Стройпром» — производственное предприятие, которое обладает практически неограниченными возможностями.
Наши преимущества
Благодаря современному оборудованию для нас нет нерешаемых задач. Если необходима гибка металла 5 мм, например, то наше предприятие выполнит его:
- по минимальным расценкам;
- в максимально сжатые сроки;
- с гарантией соответствия детали заданным размерам;
- независимо от требуемого сечения;
- в любых объемах.
Гибка металла — одно из основных направлений деятельности ООО «Завод Стройпром». Мы обладаем необходимым техническим обеспечением и производственными мощностями для серийного изготовления гнутых элементов различных видов и назначений. В процессе производства строго соблюдаются условия технического задания заказчика. Вы получите необходимый объем изделий максимально оперативно, недорого, с гарантией качества. Возможно плановое производство с организаций регулярных поставок.
Гибка металла — объективно один из лучших способов производства элементов сложной формы, и мы предлагаем использовать его преимущества максимально эффективно. Стоимость производства зависит от толщины металла, сложности сечения, длины изделия, необходимого объема. Базовые расценки за погонный метр (руб.):
|
Толщина металла (мм) |
Длина детали (м) |
|||||
|
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
|
|
0,5–0,8 |
20 |
30 |
44 |
55 |
70 |
80 |
|
1–1,5 |
20 |
35 |
46 |
55 |
72 |
85 |
|
2 |
22 |
35 |
48 |
55 |
75 |
85 |
|
2,5 |
22 |
36 |
51 |
60 |
85 |
110 |
|
3 |
23 |
38 |
57 |
65 |
110 |
150 |
|
4 |
25 |
47 |
67 |
70 |
|
|
|
5 |
28 |
49 |
80 |
190 |
|
|
© 2011 - 2026 ООО «Завод Стройпром» - вентилируемые фасады монтаж, стоимость, устройство
| кляммера 305026, РФ, Курская обл., г. Курск, Силикатный проезд, 8
Контактные телефоны: +7 (920) 730-90-06